
Electric motor failure in hybrid buses caused by copper corrosion leads to the development of more effective e-transmission fluids.
The transportation sector is a major contributor to global carbon dioxide emissions. The sector accounted for the largest share of greenhouse gas emissions in countries like the United States, which reported the sector’s share to be about 29% in 2019, according to the U.S. Environmental Protection Agency. Fortunately, automakers like Sweden-based Scania are working to drive the shift toward a sustainable transport system,” Par Nyman, technical manager for transmission and axle lubricants with Scania, said at ACI’s European Base Oils and Lubricants online series in February. “We would like to create a world of mobility that is better for business and society and the environment.”
To make this goal a reality, the company said that by 2025 it will reduce carbon dioxide emissions from its own operations by 50% from 2015 levels. “Some of the activities we will take will be to reduce the energy consumption in our factories and our office buildings,” Nyman said. “We would like to reduce emissions in our internal logistics; we move a lot of parts between factories and workshops, and factories and other factories.” Scania also plans to recycle materials from its assembly plants.

More important, Nyman said, Scania also plans to reduce the emissions of its vehicles while they are in operation by 20%. “This is a very big challenge for us,” he said. “Electrification will be a big contributor to reaching this target.”
Because of this, Scania has invested in hybrid and all-electric vehicle technology, particularly for trucks and buses. However, the new technology has come with a few obstacles that must be overcome.
Learning from Failure
Nyman explained that some of Scania’s city plug-in hybrid buses failed after about 6,000 hours in operation. The buses’ drivetrain consists of a 9-liter diesel engine—often powered by biofuel—paired with a permanent magnet electric motor and a 12-speed automatic gearbox.
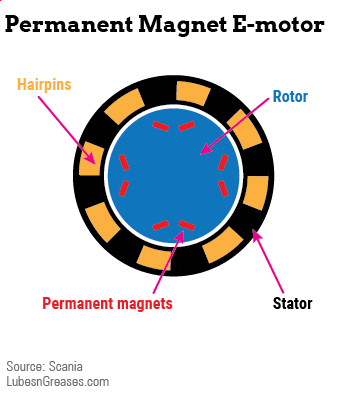
Like other electric motors, Scania’s is made up of hairpins, a stator, permanent magnets and a rotor. “By switching on the electricity in the hairpins, we can create an electromagnetic field,” Nyman said. “By switching them on and off in a certain pattern, we can make this electromagnetic field rotate. That will force the permanent magnets to rotate and thus the rotor to rotate and propel the vehicle.”
Scania identified the cause of the failure to be corrosion of the copper wire hairpins, which caused the electric motors to short-circuit. Short-circuiting occurs when an electrical current strays from its intended path and completes its journey via a shorter route of less resistance. This results in excessive current flowing through the circuit.
What caused the copper corrosion, though?
“We think that the likely root cause for this failure is the top-up of 10%-15% of axle fluid,” Nyman said. Axle fluids are generally formulated with extreme pressure additives, which consist of chemically reactive sulfur species that cause corrosion of the copper hairpins and buildup of a conductive copper sulfide layer.
When this copper sulfide layer is allowed to progress, “it will form a contact bridge between the electrical phases, and we will have a short circuit” in the stator, Nyman said. “During the short circuit, it will become extremely hot, so you can see signs of molten copper.”
For this type of corrosion to take place, two conditions must be satisfied, Nyman said. “You need good availability of reactive materials; that’s copper and sulfur,” he said. “But you also need [high] temperatures for this to take place. It is quite interesting to think that the oil is contributing” to this failure.
To solve this corrosion problem, the automaker sought to devise a method for corrosion testing. In its preliminary work, it set up a test in which cutouts of the hairpin wires were polished on the ends. “We have one end of the copper rod below the oil level and one above,” Nyman said. “We run the experiment in two different cups. We have one closed, where we will contain any gases or corrosive materials that would be produced in the oil phase. And we have another one mimicking what a real live system would look like with an open ventilation to the atmosphere.”
The oil phase refers to the side of the hairpin that has been submerged in the oil, and the vapor phase refers to the end of the hairpin that was not submerged. Each sample in the test was heated to 125 degrees Celsius.
The test was run using four different fluids: an axle oil, a manual transmission fluid, an automatic transmission fluid and a dedicated e-fluid.
In the closed portion of the test, the axle oil was “quite corrosive,” Nyman said. “We get this sort of blackish, very brittle layer.”
Scania observed less corrosion of the hairpins in the oil phase with the manual transmission fluid but still a fair amount of corrosion in the vapor phase. Meanwhile, the automatic transmission fluid led to almost no corrosion in the oil phase, but corrosion persisted in the vapor phase.
Because these fluids failed to provide the desired results, it became necessary to develop a fluid that would. Raj Shah, director of Koehler Instrument Co., said, “One technique to combat copper corrosion is the development and application of the proper lubricating e-fluids, as this may help prevent corrosion.”
Scania recognized this need and teamed up with a leading lubricant additive manufacturer to do just that. After putting the new e-fluid through the same test, Scania observed almost no corrosion in both the oil and vapor phases.
Scania and its research partners then developed another wire corrosion test in which a copper wire with a diameter of 64 nanometers was strung along the length of a plastic fixture. The bottom end of the wire was immersed in a beaker of axle oil, manual transmission fluid, automatic transmission fluid or the new dedicated e-fluid, while the top end was exposed to the oil’s vapor phase. The entire setup was then immersed in an oil bath and heated to 140°C in the oil phase and 80°C in the vapor phase. The test ran for 96 hours, during which the electrical resistance was monitored and the rate of corrosion was determined.
After running the new test, the company found that the relative corrosion rate in the oil phase was reduced by 80% when the manual transmission fluid was used in place of the axle oil. A further 10% decrease was observed with the automatic transmission fluid, while an additional 90% decrease was observed with the dedicated e-fluid.
“If you take all this together—going from the axle fluid to a dedicated e-fluid—we actually reduced the corrosion rate by 98%,” Nyman said. “We can conclude that the corrosion rate is affected very heavily by what type of oil is used.”
Conclusions
Nyman explained that a solution for the high rate of copper corrosion in Scania’s hybrid drivetrains is the use of a dedicated e-fluid that can perform safely at high temperatures and high power densities.
“The desire to increase the power density in transmissions and e-motors will inevitably lead to more power transmitted through gears and bearings, leading to higher surface pressures and higher temperature peaks in e-motors,” Nyman said. “This means the surface pressures in the gears will increase slightly over the years. This will probably need higher scuffing resistance, thus making the need for a dedicated e-fluid very important.”
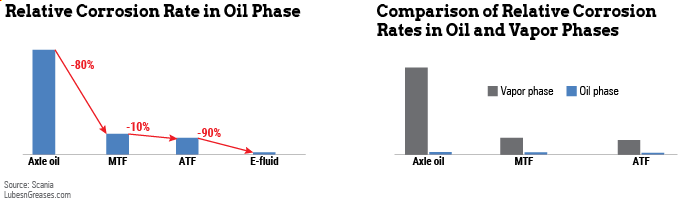
Nyman stressed that lubricants formulated with EP additives are corrosive toward copper—especially in the vapor phase—and are not suitable for use in the electric motors in Scania’s hybrid drivetrains, which do not feature separate oil systems between the gearbox and the electric motor. The company concluded that the corrosion rate in its hybrid bus e-motor’s stator is about 10 times higher in the vapor phase than it is in the oil phase.
“Dedicated fluids that combine gear protection properties and excellent copper corrosion protection are desirable products for this type of machine,” he concluded, adding that lube formulators will probably need to develop new types of chemistries that take into account the need for increased scuffing protection and better corrosion inhibition.
Boris Kamchev is a staff writer with Lubes’n’Greases. Contact him at Boris@LubesnGreases.com.