
A crossover test will allow quick, easy and inexpensive grease particle counts
An industry working group is nearing completion of a fast, simple method for evaluating the number and size of particles in lubricating greases. The group hopes the test will be ready for a ballot by the end of the year to be accepted as an official ASTM method.
Particle count methods are most prevalent for lubricating oil, according to working group member Chris Decker, who is senior research associate for grease product development with ExxonMobil Fuels & Lubricants in Spring, Texas. “Automated technology is being developed that shows some promise for a semi-solid matrix like in grease; however, there is yet to be an industry standard test for an automated analysis.”
In the meantime, the National Lubricating Grease Institute’s and European Lubricating Grease Institute’s Grease Particle Evaluation Joint Working Group has aimed for a quick and easy test with broad utility across the market, group chair Joe Kaperick told Lubes’n’Greases. Using a Hegman gauge—a small steel block with grooves etched into it—allows users to evaluate particle count with the naked eye.
“The focus of the working group has been to aim for a simple method,” confirmed Rene Westbroek, R&D manager with Gothenburg, Sweden-based Axel Christiernsson and an active member of the group. “The advantage of using the Hegman gauge for evaluating the number and size of particles in a grease is that it does not require expensive equipment and is easy to perform. The disadvantage of the test is that an evaluation may not always be easy for the untrained eye, especially when the grease contains air bubbles.”
However, “If you want to train a technician, it’s not difficult,” commented Kuldeep Mistry, product R&D specialist with bearing manufacturer Timken Co. in North Canton, Ohio, who has also been involved in test development. “We have found this technique so useful at Timken, and we have been using it very regularly—not just for the fresh grease, but sometimes also grease from the field—to get additional input.”
The new method will provide the grease industry with a quality control check that gives manufacturers and end users alike a standard way of gauging particle abrasiveness, content and size distribution, Decker said.
It is important to assess these characteristics in order to have a strategy for dealing with the particles, such as filtration, he continued. “This becomes difficult with greases because you have to be concerned about what you’re actually doing to the structural stability of the finished product while trying to remove particles via a filter or strainer. You don’t want to break down or pull out thickener or solid additives. It’s kind of a balancing act.
“When manufacturing grease, you can have the right conditions for particles to form over time due to the high temperatures needed for the manufacturing process,” Decker explained. “Different additives can form particles depending on your manufacturing conditions, and thickeners can become oxidized and then adhere to the surface of kettles. If a buildup is allowed to occur, it is possible for it to break off from the kettle and be pulled into the grease. These formed particles are typically non-abrasive when tested via ASTM D1404, but customers don’t like to see it.”
ASTM D1404, “Standard Test Method for Estimation of Deleterious Particles in Lubricating Grease,” is also known as the scratch test and looks for abrasive particles in grease. However, Decker noted, it does not identify the quantity or size distribution of these particles. The new particle count method will include this test along with the Hegman gauge test in order to capture all three parameters, providing a more complete picture of the contamination.
If the grease is not processed or milled enough, thickener particles can also be present in the finished grease, added Kaperick, who is senior advisor for grease technology with Afton Chemical Corp. in Richmond, Virginia. “This is a good example of particles that would show up in the Hegman but not the scratch test,” he said. Such a finding would help with quality control, alerting the manufacturer that more milling is needed.
On the application side, the test can help identify dirt and other contamination that may enter the grease from the operating environment.
In fact, most particles found in grease are soft and not as detrimental to equipment as abrasive ones. But even very small, soft particles can cause noise, vibration and harshness in sensitive applications such as axles on electric vehicles, said Mistry.
“There’s plenty of very expensive equipment to measure particles and get much more detail,” said Kaperick. Other methods are often time-consuming, for example requiring the test operator to count individual particles.
Few specifications exist for grease cleanliness, but they are typically very strict. These include military specifications MIL-G-81322 for rating aircraft grease and MIL-G-81937 for ultraclean instrumentation grease, Kaperick reported in a presentation to the working group. The aircraft grease rating allows less than 1,000 particles per cubic meter of 25 to 74 microns in size and none larger than 75 microns. The instrumentation grease spec ratchets down the particle size to 10–34 microns with a maximum size of 35 microns.
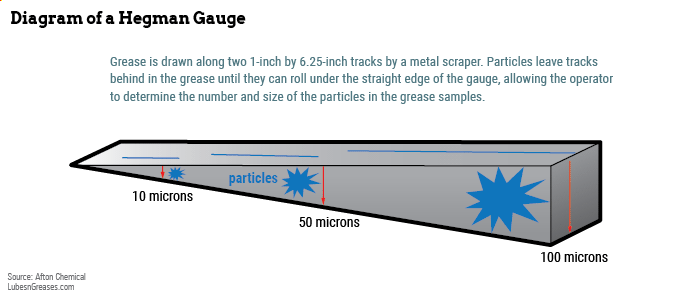
The grooves in a Hegman gauge decrease in depth from one end of the steel block to the other. The models used for grease particle counts include two tracks that run from 0 to 100 microns and are 1 inch wide and 6.25 inches long.
To conduct the test, the test operator places a dollop of grease (about 1 or 2 grams) on each of the two gauge tracks and uses a steel scraper to draw the grease across the gauge. Particles that are not small enough to move under the scraper will leave a line or “scratch” in the grease.
The particle count is rated A through C based on the number of scratches in a given size range, with A having zero to nine scratches, B with 10–19 and C with 20 or more. Particle size ranges are 15-25, 26-50, 51-80 and greater than 80 microns. The method does not account for particles smaller than 15 microns, as those scratches are too difficult to read on the gauge, Kaperick noted. It is also possible for air bubbles to leave a mark that should not be counted. Each user can define an acceptable rating for the application at hand.
The gauge can easily be wiped clean for another test.
Variations could be developed for in-service grease for which the sample size is too large, or for applications that need to identify particles finer than 15 microns, Kaperick speculated.
The first round robin during test development included 18 participants from different companies in various regions. Samples included greases made with synthetic and mineral base oils, many thickener types, colors, consistencies and solid additives, such as molybdenum disulfide, graphite, polytetrafluoroethylene and others. “We also wanted to include a broad range of lithium samples, since it’s the most used and produced grease,” he noted.
Repeatability was very good, according to Kaperick. No difference was recorded between 72% of samples, and 81% included one or fewer differences in rating. However, reproducibility between labs was a challenge, particularly in regard to A versus B ratings.
“I think that’s primarily due to getting everyone to understand exactly what a scratch means and the ranges,” he said. “Coming up with a very objective definition has been the most challenging so far. Participants can repeat their own methods well, but it’s hard to match up between the labs.”

The group also had to work out the best type of scraper to use and the best angle at which to hold it while drawing the grease across the gauge.
The method seems to be most effective for greases of medium thickness, with the round robin including NLGI Grades 0, 1, 2 and 3. Kaperick said tests using thicker samples—Grade 3 greases and higher—have been more difficult to reproduce. In thinner greases, such as Grade 00, distinct scratches don’t remain in the grease very long. Texture, color and the type of grease being tested can also have an impact on the ease of reading the test.
“It must be emphasized that the Hegman test does not discriminate between abrasive particles and soft particles that can easily be broken down or deformed when they are exposed to the local shear forces close to the lubricating contact,” noted Westbroek. This is why in the final ASTM method the Hegman test will be paired with the existing D1404 method, which can measure abrasiveness, or particles’ ability to damage equipment.
“Important also is to realize that solid particles actually are intentionally added to a lot of grease formulations, as they serve a function in the applications,” he continued. “Examples are molybdenum disulfide, graphite and calcium carbonate, which all can contribute to improving the load-bearing capacity of the grease. Some greases even use solid particles as a thickener, like bentonite clay greases.”
In contrast, product performance can be compromised by foreign particles that enter a grease from the environment, Decker said. “You want to eliminate sources of environmental contaminants, and you should also take steps to reduce the amount that you’re forming during manufacturing. You should also have some procedures in place to reduce or eliminate particles once they’re found.”
“In my opinion,” Westbroek said, “the Hegman gauge particle count method can become a very helpful tool during quality control, for example to make sure the grease has been milled and homogenized sufficiently. But care must be taken when using this method outside of the quality control environment, as simply evaluating the number of particles will not provide information with regard to how damaging the particles can be, nor if they are foreign particles or particles that are part of the grease formulation.”
Kaperick anticipated completing the next round robin by June of this year. While the pandemic hasn’t slowed down the work, Kaperick observed, “What’s tough is the brainstorming part, the open discussion and feedback. We miss that not meeting in person.”
The method will be evaluated by ASTM subcommittee D02.G. If the working group is successful in creating a ballot before the subcommittee’s December meeting, Kaperick anticipates that a second and final ballot can be taken in January or February, and the method could be formalized in June 2022.
Caitlin Jacobs is the former managing editor of Lubes’n’Greases magazine.