
A better understanding of gearbox coatings will help both lube formulators and OEMs.
As power density increases for various applications and smaller equipment must operate under greater loads, there is a greater need to reduce friction, mitigate wear and minimize damage on bearing and other hardware surfaces. To help meet these challenges, designers of both automotive and industrial equipment have increased their use of coatings in recent years.
Coatings can minimize damage in the more than 50% of bearing failures that are related to lubrication problems. One type of coating, tungsten-doped diamond-like carbon, “can be remarkable” in situations where lubrication is insufficient, said Kuldeep Mistry, product R&D specialist with Timken Co., during the Society of Tribologists and Lubrication Engineers’ virtual Tribology Frontiers Conference in November.
Also called WC-DLC, the coating can increase lubricant film thickness and repair micro-damage on bearing raceways. It can help with bearing fatigue due to debris by reducing the surface roughness of cup-and-cone raceways, and it minimizes adhesive wear that can cause false brinelling, fretting, scuffing and skidding. (For more on DLC coatings, see “Slick as a Diamond?” in the September 2018 issue.)
Bearing manufacturer Timken produces what it calls engineered surface coatings for bearings in a wide range of applications such as agriculture, automotive, aerospace, construction and industrial equipment and machinery. Its ES302 is a tungsten-doped diamond-like carbon coating used for bearings in wind and oil and gas applications, as well as mining trucks, gudgeons, axle pinions and pump drives. The coating was first manufactured in 2010 for a wind turbine installation, according to company literature.
However, when it comes to lubricating parts that are coated with WC-DLC, “coating and lubricant additive interactions are not well understood,” Mistry said. “We are learning that conventional additives may not be working the same way on DLC surfaces [as on steel surfaces]. They may not be giving that same great performance, and we might need to be looking at some of the other options.”
Materials compatibility is not a new concept for the lubricants industry. Compatibility with paints and seals, for example, is a longstanding and progressively challenging concern. “Gearbox paints represent an increasing area of complexity in terms of the number of bench tests that a formulator must run to gain the latest OEM approvals,” Paul Robinson, commercial manager for industrial gear additives with Lubrizol, told Lubes’n’Greases.
“The complete [lubricant] formulation needs to be balanced, along with the chosen base oils and compatibilizer systems,” which help make the lubricant compatible with paints and seals, he continued. “Surface-active components such as anti-wear additives and rust and corrosion inhibitors need to be correctly optimized. When we are talking about the latest synthetic [polyalphaolefin] fluids, they often use ester compatibilizers, which if incorrectly selected can have negative effects on paints and seals, and this can ultimately lead to unscheduled and costly downtime.”
Understanding these interactions is critical. Lubrizol is researching new additive chemistries that can balance strong tribological performance, such as wear protection and bearing performance, without damaging seals, paints and coatings. “This formulatory balance is one of the ongoing challenges for additive companies,” Robinson said.
Mistry’s research indicates that tried and trusted multifunctional antiwear additive zinc dialkyl dithiophosphate can actually increase wear on surfaces coated with DLC, while ashless antiwear additives such as amine phosphates and sulfurized isobutylene perform better on WC-DLC than on steel.
Most published tribological research on coatings has focused on dry-sliding conditions, he pointed out. Lately, more work has been done to investigate the interactions between lubricant and coating chemistry, but this work has centered on common engine oil additives.
Mistry has begun research with a focus on industrial gear oils, including extreme pressure, friction modifier and anti-wear additives. The integrated study is examining lubricant interactions with WC-DLC, which is bonded to a steel substrate by a metallic interlayer.
Typical bearing applications operate at high contact stress of 2 to 3 gigapascals and under less than a 30% slide-to-roll ratio. Timken’s initial tests were run under pure sliding conditions on a TE-77 high-frequency friction machine. While bearings are not subjected to pure sliding conditions, Mistry said this is a good model test. “The accelerated testing conditions were utilized in this study to check the effect of additives on coating wear,” he explained.
Next, the researchers will narrow the study to a single bearing test with thrust load, followed by a full-scale bearing application test. The final recommendation for a field trial will be in an oil & gas top drive application, Mistry indicated.
The model TE-77 test used a 10 mm ball and flat disk, both made of 52100 grade chromium alloy steel. Conditions were severe and included a load of 1.5 to 2.7 GPa, stroke length of 1 millimeter and frequency of 20 Hertz at 80 degrees Celsius for 360,000 cycles, or about 5 hours. The tests examined both coated and uncoated parts, and additives were dosed at 1.5% each.
In tests run with an uncoated ball and disk lubricated with an ISO viscosity grade 10 mineral base oil only, wear increased with time and pressure. “With DLC [coated parts], the trend is similar, but the wear is much lower,” Mistry said. “That is the benefit that the DLC offers.”
When a conventional ZDDP additive was included, the researchers saw that the lubricant allowed more wear on the coated surface than on the steel surface.
Furthermore, energy-dispersing spectroscopy analysis showed a similar amount of zinc on the steel surface and the DLC-coated surface. “Essentially, the tribofilm on the coated surface is acting just like on the steel surface, so it is not giving us the full benefit of the DLC,” Mistry explained.
In testing the base oil with an amine phosphate ashless additive, good tribofilms formed on both the steel and coated surfaces. “More importantly, a lot of tungsten is still present [on the surface], indicating lower wear on the coated surface versus the conventional additive,” he said.
At 2.7 GPa, the coefficient of friction for the various oils was similar on both steel and DLC. However, as stated above, the oil with ZDDP resulted in lower wear on steel than on DLC. “On the DLC, it is not that good. It is wearing more; it is eating up the coating,” Mistry observed.
An oil mixture that included another ashless additive, sulfurized isobutylene, resulted in lower wear on DLC than on steel.
“We tested many more additives, and what we learned is that ZDDP and [molybdenum disulfide] resulted in the lowest friction on DLC,” Mistry reported, referring to a combination of the two additives in oil. “But MoS2 [alone] resulted in higher wear on DLC, which is important to consider.”
“Moly sulfide is traditionally used as low-friction additive,” he told Lubes’n’Greases. “When you mix both [MoS2 and ZDDP], it increases formation of moly sulfide on the surfaces, which helps reduce friction.” The increase in wear with MoS2 may be due to increased sulfur activity on the surface, which affects wear performance, he speculated. “There‘s a lot of chemical polishing going on there.”
The researchers also observed that on DLC, most wear occurred during the first 15 minutes of the test, then held steady through the 60 minute mark. After 60 minutes, wear increased steadily. This occurred with both the mineral oil and oil with additives.
The coating wears off at around 1.7 normalized wear, Mistry said, and each oil passed the 1.7 mark over the duration of the test at 2.7 GPa. Normalized wear is the wear scar volume on the ball divided by the Hertz in contact areas. Ideally, a lubricant will produce normalized wear of less than 1. “Once the coating is worn off, there is not a lot of protection then. It’s just the lube protecting the surface, and it will start acting more like the steel surface rather than a coated steel surface,” Mistry said.
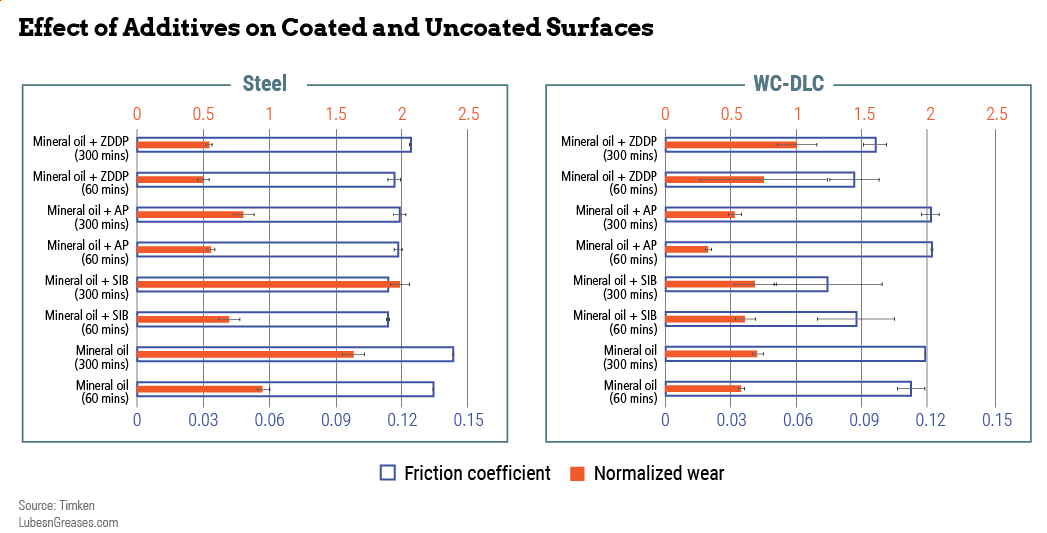
Under less severe, more realistic conditions (1.5 GPa), the researchers saw minimal coating wear.
As expected, with the base oil only, wear was greater on steel than on the DLC-coated surface. Tests on steel with an SIB additive produced the most wear—even higher than mineral oil alone—but performed well on DLC.
The amine phosphate additive prevented wear on steel in the first hour, but allowed increased wear over the duration of the test. While the same pattern was observed with DLC, wear was lower overall.
Once again, even under the milder conditions, ZDDP produced increased wear on the DLC surface versus steel. “It is acting a little bit antagonistic on the DLC surface,” Mistry commented. The plain base oil and amine phosphate and SIB additives all resulted in lower wear on DLC than on steel.
All of the oils tested produced a lower coefficient of friction on the coated surface than on steel, with the exception of the oil with amine phosphate. While it allowed the least wear of all the oils on DLC, it produced the highest coefficient of friction – slightly higher than it did on steel.
The researchers have begun to investigate the tribochemistry of how lubricant films are forming on the coated surfaces using bearing rig testing. They have seen that film thickness on the steel surface was very high for ZDDP in pure sliding conditions but lower for slide-roll conditions, Mistry said. For DLC-coated surfaces in sliding conditions, a thinner film forms with ZDDP, but a good, steady film forms with amine phosphate.
Given the differences in additive performance with steel and WC-DLC-coated surfaces, as well as differences in wear and coefficient of friction, “it is worth considering the lubricant compatibility with coatings to get the best out of both,” Mistry concluded.
Caitlin Jacobs is managing editor of Lubes’n’Greases magazine. Contact her at Caitlin@LubesnGreases.com.