
Managing risk for manufacturing workers and the environment means balancing the benefits and hazards associated with metalworking fluid formulations and processes. Achieving this balance has motivated multiple significant shifts in formulations over the years. Change may once again be on the horizon for the metalworking fluid industry as the United States Environmental Protection Agency reviews the risks and safety of a widely used family of biocides, while a major automotive manufacturer has plans to increase its use of machining techniques that significantly reduce consumption of coolants.
An estimated 80% of the metalworking fluids market consists of emulsifiable oils, semi-synthetic and synthetic products, collectively referred to as water-miscible metalworking fluids. These mixtures of water and hydrocarbon base stocks, enhanced by phosphorus-, nitrogen- and sulfur-containing additives, provide diverse nutrients that enable bacteria and fungi to thrive. Biodeterioration can include formation of biofilms or slimy deposits on surfaces of tanks, pipes and other equipment. Biofilms plug filters, interfere with fluid flow and cause corrosion and other problems.
Biocides prevent microbes from causing biodeterioration that alters the chemical composition and performance properties of metalworking fluid products during storage, in use and in sumps.
More insidiously, microbes and microbe fragments known as endotoxins present in metalworking fluid are aerosolized as components of metalworking fluid mist. Collectively, the microbial fraction of mist is called bioaerosol. When inhaled, bioaerosols most commonly cause allergenic diseases ranging from mild nose and throat irritation to potentially fatal hypersensitivity pneumonitis.
The U.S. National Institute for Occupational Safety and Health, part of the Centers for Disease Control and Prevention, recommends the judicious use of biocides in metalworking fluids as a preventive measure to protect workers from hazards associated with skin contact and inhalation.
Isothiazolinones, a family of specialty chemicals with biocidal properties, are one tool used to control bacteria, fungi and algae and prevent biodeterioration in fuel storage tanks, personal care products and paints, as well as metalworking fluids.
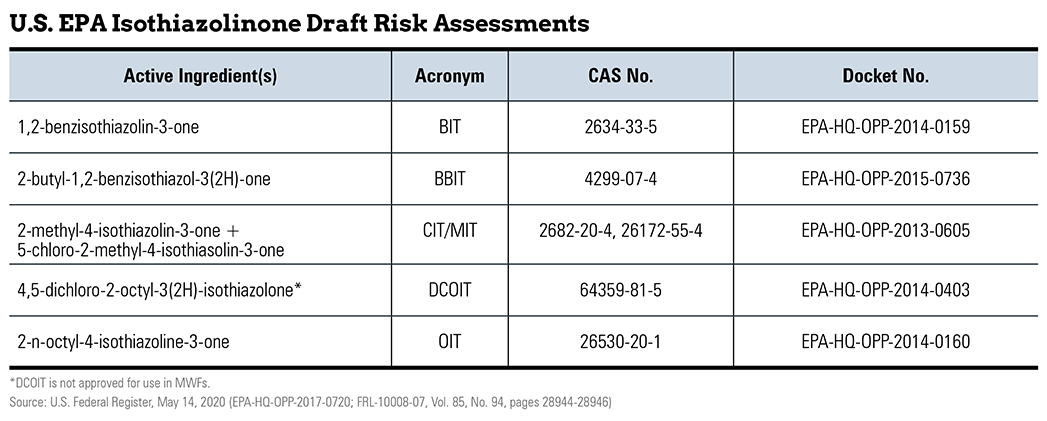
Although biocides, including isothiazolinones, have many important benefits, their commercial use is regulated by the U.S. Environmental Protection Agency. The EPA posted a notice of availability of its pesticide registration review on May 14, announcing the agency’s draft human health and ecological risk assessments for registration of MIT, OIT, BIT, BBIT and other isothiazolinones not used in metalworking fluids.
The review was sparked by the Federal Insecticide, Fungicide, and Rodenticide Act, which requires that the registrations of pesticides are reviewed every 15 years. Registration is contingent upon a pesticide product performing its intended function without unreasonable risk to human beings or the environment. The EPA opened a 60-day period during which the public could provide comments and input regarding its risk assessments of isothiazolinones.
A Watchful Eye on the Regulations
Lane Hochschwender, director of chemical products & technology for the American Chemistry Council, told Lubes’n’Greases that the ACC established an Isothiazolinone Task Force under its Center for Biocide Chemistries. “The primary purpose of the task force is to provide, when appropriate, a coordinated industry response to the EPA Office of Pesticide Programs’ registration review of isothiazolinones and associated uses,” she explained.
The task force is made up of companies from around the world that produce or supply isothiazolinones for the global market. According to Hochschwender, it supports and coordinates its members’ response to the EPA’s registration and review process for uses of isothiazolinones and addresses international matters related to the chemicals.
Hochschwender outlined that the registration review process consists of multiple steps, including draft assessments, comment periods and scientific reviews. The draft risk assessment is one of the earlier milestones in the overall registration review process.
In releasing this draft risk assessment, she noted, the EPA stated that the agency “does not currently believe that it is appropriate to pursue risk management for the isothiazolinones, if needed, until all of the relevant data have been considered during the registration review process.”
“Accordingly, the task force is working to provide the most up-to-date, rigorous and appropriate research to EPA to ensure that the risk assessments are based on the best available science,” Hochschwender said.
“Critically, at this time, EPA has not proposed any new regulation or other measures of isothiazolinones. The agency is conducting a scheduled registration review of multiple pesticides in accordance with U.S. law,” she concluded.
Potential for Disruption
Consultant Fred Passman, president of Biodeterioration Control Associates Inc. in Princeton, New Jersey, expressed his concern to Lubes’n’Greases that the EPA’s isothiazolinone risk evaluation has the potential to become a major disruptor in the metalworking fluid industry, where various isothiazolinones are currently the most cost-effective microbicides.
Passman recounted, “A decade ago, EPA’s Office of Pesticide Programs issued their 2009 Reregistration Eligibility Decision on the most commonly used formaldehyde-condensate microbicide: triazine (hexahydro-1,3,5-tris(2-hydroxyethyl)-s-triazine). EPA lowered the maximum permissible active ingredient concentration of triazine in end-use diluted metalworking fluids from 1,500 parts per million to 500 ppm. Triazine is generally ineffective at 500 ppm, so this decision limited triazine use to ineffective concentrations.”
Formulators responded by replacing or augmenting triazine with BIT or other isothiazolinones. Since the early 1980s, a blend of CIT and MIT has been one of the most popular biocides added tankside.
According to Passman, none of the isothiazolinone microbicides have been found to be carcinogenic or mutagenic. As a class, they were designated as Category I (corrosive) for eye irritation and for skin irritation, except for BIT, which was classified Category IV (non-irritating).
However, the EPA’s risk assessments designated BBIT, BIT, MIT and OIT as substances of concern with regards to margins of dermal exposure. BBIT, MIT and OIT—but not BIT—received the same designation for inhalation exposure in metalworking fluid applications.
According to Passman, the EPA compares the margin of exposure (the ratio of a chemical’s no-observed-adverse-effect level to the estimated amount of human intake) with the level of concern (the concentration at which exposure for a given length of time could cause harm) in order to decide whether or not exposure to a chemical merits further regulatory action.
He contends that the agency based its analysis and conclusions on a number of unsubstantiated assumptions that overestimate the potential level of worker exposure. “First, EPA assumed that the isothiazolinone active ingredient will be consistently present in end-use diluted metalworking fluids at the maximum permitted dose. That is rarely the case.” Once the fluid is put into use, the biocide concentration decreases as it kills microbes, reacts with other chemistries present in the end-use fluid, and adsorbs on surfaces, he explained.
Second, Passman said, the agency assumed that the biocide concentration in metalworking fluid aerosols will be the same as in bulk fluid, and that metalworking fluid aerosol concentrations will typically be near the Occupational Safety and Health Administration’s eight-hour total weight average permissible exposure limit for oil mist of 5 milligrams per cubic meter.
“Neither OSHA nor anyone else has really worked out the relationship between water-miscible aerosols and oil mist. Consequently, there is no universally accepted recommended exposure limit for metalworking fluid aerosols, although surveys performed in the late 1990s and early 2000s reported that most facilities, except for small shops using unenclosed machines, have aerosol concentrations in the 0.1–0.3 mg/m3 range,” he stated.
Passman anticipates the EPA will use these risk assessments as the basis for reregistration eligibility decisions. “If EPA finalizes their currently planned maximum end-use concentrations in metalworking fluids, BIT, CIT, MIT and the more recently developed BBIT and NOIT (2-n-octyl-4-isothiazoline-3-one) might no longer be permitted to be used at effective concentrations,” he cautioned.
“Some metalworking fluid compounders are likely to resort to using unregistered, toxic ingredients to preserve their products. Others will find their products once again more vulnerable to uncontrolled microbial contamination. Both approaches will increase health risks associated with water-miscible metalworking fluid use, especially worker exposure to bioaerosols.”
Another potential consequence, Passman said, could be reductions in the service life of metalworking fluids from 2 years or longer to the 8- to 12-week periods that were common before the era of fluid management, which introduced the routine use of microbicides. Longer service life means less expense, less use of water and less chemical waste for disposal.
Registration of new biocides and changes in metalworking processes to reduce dependence on metalworking fluids are other possible consequences.
OEM Shifts Away from MWF
It’s little wonder with so many shifts in health and safety data and regulations that some end users of metalworking fluids are shying away from the products all together. Minimum quantity lubrication has been a worry in the back of many fluid marketers’ minds for some time, and at least one automaker is giving them good reason for concern.
Dave Stephenson, technical specialist for machining development in the global powertrain manufacturing engineering unit at Ford Motor Co., shared his company’s experience with MQL processes that coat tool and workpiece surfaces with thin layers of lubricant to reduce friction and heat instead of flooding interfaces with coolant.
“Ford uses two-channel through-spindle minimum quantity lubrication as the global standard machining method for aluminum and cast iron engine blocks and heads, transmission cases, converter housings and valve bodies, and crankshaft oil, cross and balance holes,” Stephenson told Lubes’n’Greases. “Ford is the largest global user of two-channel MQL with roughly 1,000 systems in operation. Ford also uses dry machining for crankshaft roughing operations and for hobbing pinion and sun gears.”
MQL methods made good business sense for Ford, Stephenson explained. “Compared to wet machining with a large, recirculating coolant system, MQL yields shorter cycle times and reduced investment and floor space for ancillary equipment such as coolant pumps and filters. This results in a significant lifecycle cost reduction for a large system. The dry machining methods used in crankshafts and gears are common in the industry and were also chosen based on cost for the required quality.
“The benefits include reduced lifecycle cost, energy use and water use, as well as improved employee morale,” he said.
MQL is not without its drawbacks, though. “The primary challenges have been dimensional control without coolant, especially for aluminum components, and tooling cost compared to wet machining,” Stephenson pointed out.
Stephenson said that Ford is also developing MQL processes for electrified powertrain components.
All in all, Stephenson predicted a slow but steady rise for MQL. “I think MQL and dry machining will increase in use in the general machining industry, due to cost advantage in some applications and potentially regulation, but there will continue to be a need for wet machining for energy-intensive processes such as grinding. There is also a large installed base of equipment for wet machining that would have to be modified or replaced for dry or MQL applications,” he concluded.
Mary Moon, Ph.D., is a professional chemist, consultant and technical writer and is technical editor of The NLGI Spokesman. Contact her at mmmoon@ix.netcom.com or 267-567-7234.