
Grease manufacturers and end users are closer to having another simple manual device to quickly inspect samples of lubricating greases and forecast at least one aspect of their performance. As Dorothy learned in The Wizard of Oz, a crystal ball can give a sunny or gloomy forecast, and it can show bumps ahead on the road toward a destination. In this case, a suitable grease is the destination.
During production, thickener and additives are dispersed in base oil and processed to develop the consistency of grease and provide package-to-package and lot-to-lot uniformity. If dispersion is not complete, then thickeners and additives can form larger agglomerations of particles that waste expensive raw materials and affect lubrication of machinery.
Grease can be contaminated by dusts, powders and tiny fragments in the environment, manufacturing equipment and packaging. In applications, particles of metal from wear in bearings and other devices can further contaminate grease.
Particles can affect the performance and service life of grease, damage machinery, and lead to unscheduled maintenance and even catastrophic failure in applications. At present, laboratory tests are used to identify, classify and measure particles in grease samples. Some of these tests are time-consuming and involve dissolving grease in solvent, filtering, and weighing the residue. Other methods require specialized instruments such as microscopes, ferrographs or laser particle counters.
Quicker and simpler portable methods are particularly useful for quality control of grease production and condition-based maintenance of machinery. For example, ASTM D1404: Standard Test Method for Estimation of Deleterious Particles in Lubricating Grease is a relatively simple manual test. A small amount of grease is placed between two polished acrylic plates, and a mechanical device is used to apply pressure to the “sandwich” and rotate one plate relative to the other. Then the plates are cleaned, and scratches on the plates are counted.
Paul Bessette, president of Triboscience & Engineering, Inc., recalls that in the 1980s, new miniature bearings with tight tolerances and narrow gaps between moving surfaces were developed for the aviation and aerospace industry. Particles in grease were damaging and even causing catastrophic failure of these bearings.
To provide more reliable lubrication, special greases were forced through micron-scale openings in filters to remove potentially harmful particles, but they removed certain useful additives and thicker particles as well. In some cases, filtration squeezed the thickener, homogenized the grease and improved its consistency. This complex subject continues to interest the grease industry.
The National Lubricating Grease Institute and the European Lubricating Grease Institute are joint sponsors of the Grease Particle Evaluation Working Group. Joe Kaperick of Afton Chemical chairs the working group, and its members include professionals from companies that belong to NLGI or ELGI, such as grease manufacturers and marketers, raw material and equipment suppliers, and end users.
Kaperick explained that the Grease Particle Evaluation Working Group has been working for decades to develop new test methods and standards for evaluating particles that may be present in a grease. Early on, the working group changed its original name from the Grease Cleanliness Working Group to decouple the idea of “cleanliness” of a grease from the presence of particles. Particles will always be present in any grease, and methods to measure their number, size and ability to do damage are critical to evaluate samples and develop specifications.
The working group conducted round robin tests with ASTM D1404 and noted that it could be useful to indicate the ability of particles to do damage. However, Kaperick reported that it was difficult for some members of the working group to count scratches on the plates, and there were variations in results from one laboratory to another. The biggest limitation was that the method gave little information about the number of particles of various sizes in a grease sample.
“My understanding is that grease manufacturers and OEMs struggle to have good communication about the level of cleanliness required in a grease due to the lack of common standards to actually measure it,” Kaperick said. “The size, number and hardness of particles that are acceptable can vary greatly among different applications, so having an easy way to communicate about and specify the acceptable level for a specific grease would be very useful for the industry.”
He continued: “In a survey of 56 companies involved in grease manufacture, marketing, end use, raw material supplies and testing, more than 90% were concerned about evaluating particles in greases and saw the need for a new test method.”
The Hegman Gauge
The Grease Particle Evaluation Working Group continued to investigate methods used to evaluate particles in products outside the lubricants industry. The Hegman gauge is widely used to assess the sizes and numbers of particles in dispersions such as paints and foods.
The Hegman gauge is a rectangular stainless steel block with one or two narrow channels or troughs accurately machined into the top surface. Each channel is rectangular with a flat bottom that gradually increases in depth from one end of the gauge to the other. The depth is marked in microns (µ, one-millionth of a meter), mils (one-thousandth of an inch) or other units along the side of the channel.
Typical Hegman gauges weigh approximately 2 pounds, measure 5 inches by 2.5 inches by 0.5 inches, and cost less than $1,000. They are also referred to as fineness of grind gauges, where a grind is a dispersion of particles in fluid during a manufacturing process.
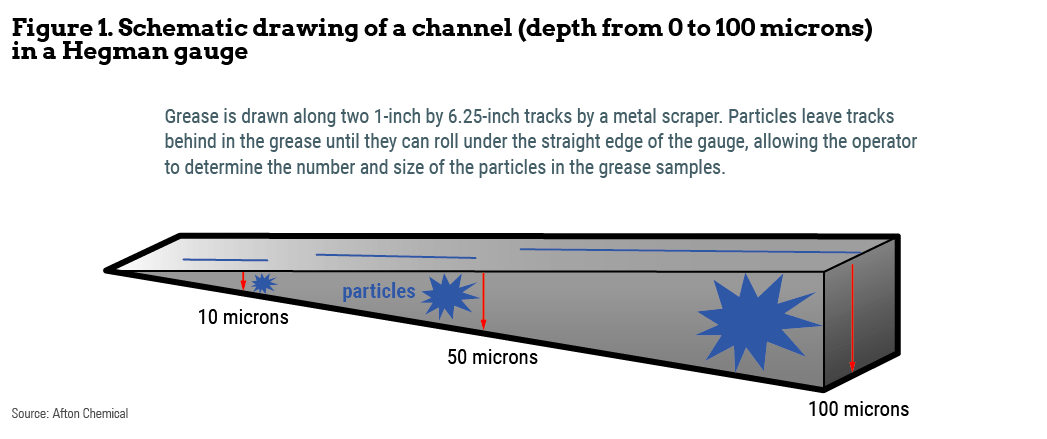
Depending on the gauge model, the channels range in depth from zero to 10,15, 25, 50 or 100 microns. To test a fluid or semi-solid sample, a small dollop is placed at one end of the trough. Then a stainless steel bar with a flat edge (or scraper) is slowly drawn along the gauge to move the sample toward the opposite end of the trough. The sample forms a film that appears smooth where the particles are immersed because their size is smaller than the depth of the gauge. Grooves or tracks are visible where the trough is shallower and the film thickness is less than the particle size.
Members of the Grease Particle Evaluation Working Group considered the possibility of applying the Hegman gauge to evaluate the number and size of particles present in a grease sample as a supplement to ASTM D1404. The next step was to undertake a feasibility study.
Method Development
Sixteen corporate laboratories participated in the most recent round robin test of 10 commercial greases. The samples included NLGI grades from 0 to 3 formulated with simple lithium and lithium complex, aluminum complex, polyurea and calcium sulfonate thickeners. Most were based on mineral oils; the others were in synthetic base oils. At least two greases contained molybdenum disulfide (MoS2), an extreme pressure additive in the form of particles. The grease colors were white, tan, red, amber, green, gray and black.
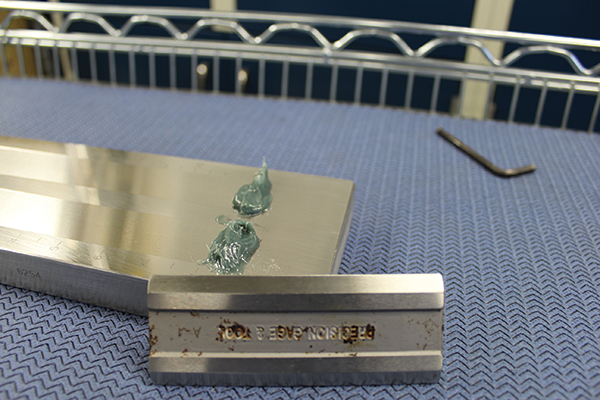
Members of the working group used nominally identical Hegman gauges with two troughs (each 1 inch wide by 6.25 inches long) and scrapers that are commercially available in the United States and Europe.
Initially, letter grades were assigned based on the number of scratches seen (A: from zero to nine, B: from 10 to 19, and C: 20 or more) in each of four size ranges (15-25, 25-50, 50-80, and ≥ 80 microns).
Then the number of grades was expanded to reflect “average” results for three tests, i.e., A/A/A (A), A/A/B (A-), A/B/B (B+), B/B/B (B), B/B/C (B-), and so forth. This expanded the possible ratings from three to seven, giving more information on the sizes of particles present in the sample.

In tests of 10 “blind” duplicate samples, the reported grades were the same for 62.2% of the tests of samples of the same grease or differed by one grade, e.g., A and A- (18.6%) or two grades, e.g., A and B+ (8.8%). Thus, almost 90% of the results were within one grade for presumably identical samples.
The reproducibility of results between different laboratories was not as consistent as the repeatability within individual labs. Reproducibility was better for white, tan, red and green greases than for gray and black greases in which it was apparently more difficult to observe and count the tracks. Similar results were obtained in follow-up testing by the working group at an NLGI meeting.
Additional tests were performed to investigate variations in the test method, particle size ranges and methods for data analysis.
Based on the results of this most recent round robin, the members of the working group agreed that it is feasible to use the Hegman gauge for testing grease samples. The working group recommended specific methods for using the Hegman gauge to test greases, evaluating the tracks in grease films for the original four particle size ranges and assigning grades.
For this most recent study, the working group decided to count the size of a particle as the largest size range in which the corresponding track ends, even if the track extends through the range to the next smallest size range. Some additional evaluation techniques are also being looked at with the hope of improving the reproducibility of the method.

The working group also decided to move forward with compiling a white paper that outlines the options for evaluating particles in grease that are currently available to the industry.
Vincent Colantuoni, product manager at Koehler Instrument Co., has been attending meetings of the Grease Particle Working Group at ELGI meetings since 2018. “There has been a major effort to develop this testing technique. The professionalism and determination of the members of the working group are the main drivers for bringing the concept to where it is today. They have conducted the ground work and produced results that will seamlessly transition into a standardized test method,” he said.
A New Standard?
“The potential benefits of the Hegman gauge are the quick and easy nature of the method, the relatively small sample size and the low capital cost of the equipment,” Kaperick said. “The Hegman gauge is still being considered as a possible ASTM standard procedure and will be discussed at the next meetings of ASTM Committee D.02, NLGI and ELGI.”
He continued: “ASTM typically requires repeatability and reproducibility studies before they accept a standard method. If the most recent study is deemed acceptable, then it might be possible to have a method approved by early 2024. However, if additional round robin testing is necessary, then it will likely add another year to the approval process.
“Typically working groups are constituted of volunteers trying to make progress on industry issues in their spare time. While this working group is no different in that aspect, there is a core group of individuals who have been quite enthusiastic and active in helping to progress solutions in this area. We’ve done a lot of work over the years to get to this point, and I hope that we can reward their hard work with a new standard in the near future.”
Mary Moon, Ph.D., has experience formulating, testing and manufacturing lubricating oils and greases and polymers. She has served as Chair of the Philadelphia Section of STLE and Technical Editor of The NLGI Spokesman and received the Clarence E. Earle Memorial Award (2018) and the Golden Grease Gun Award (2022) from NLGI. She is currently working as a professional writer and editor. Contact her at mmmoon@ix.netcom.com