
Anyone responsible for the uptime of Industrial turbines, compressors or hydraulic systems knows that even the
possibility of varnish can cause alarm.
The downtime, repair and replacement costs associated with varnish can be staggering. Suffice it to say that varnish-related downtime is not a situation that anyone wants to face. This means that understanding, quantifying and responding to varnish with remedial solutions is critical.
Varnish and How it Forms
In affected industries, varnish is a familiar term that encompasses a variety of deposits in lube oil systems. It is generally agreed that varnish is an insoluble film composed primarily of organic residue that coats the internal components of rotating equipment.
Varnish can manifest as hard coatings, sticky substances and even sludge-like material. Often comprised of degradation products associated with oxidation or thermal degradation, these soft contaminants are less than 1 micrometer in size. As a result, the deadly contaminants often go undetected with routine oil analysis testing.
Varnish is primarily caused by the process of oil degradation, initiated by oil oxidation. Oxidation is nothing more than a chemical reaction between the lubricant’s base stock and the oxygen present in the air. To combat oxidation, today’s lubricants are formulated with antioxidant additives that extend lubricant life. Yet, over time, the antioxidants are consumed, resulting in a subsequent increase in oxidation. Oxidation products develop in the lubricant but remain dissolved at operating temperatures unless they exceed the fluid’s saturation point.
The depletion of antioxidant additives leads to the beginning of varnish in the formation of insolubles. Characterized as soft with no definitive shape, they elude filtration. As the oil moves from hotter regions within the system to cooler ones, the fluid temperature falls and the solubility of any varnish precursors present decreases. These precursors begin to precipitate from solution in the form of particulate.
Varnish Outcomes
Once formed, these sticky deposits adhere to the metal surfaces of the oil system—filters (often seen in the lab), valves, piping, heat exchangers and strainers. The resulting damage on rotating equipment is characterized by the following:
- Reduced clearance zones affecting lubrication regimes. Often, this means a transition from hydrodynamic lubrication to boundary lubrication, which increases wear rates of pumps, bearings and gears.
- Increased friction in components. This friction will result in higher energy requirements and can cause valves to stick or seize.
- Higher operating temperatures. Varnish acts as an insulator, lowering the effect of heat exchangers and lessening the ability of the lubricant to cool. The impact of friction and reduced clearance zones also contribute to higher temperatures.
- Restriction or impediment of oil flow. Varnish can cause valves, strainers and filters to clog.
- Increased wear rates. Varnish captures hard contaminants, creating an abrasive surface that will accelerate wear. Varnished surfaces often appear like sandpaper when examined under a microscope.
Measuring Varnish Potential
Given the potentially devastating consequences of varnish formation on rotating equipment, the next question is: What can be done to quantify the presence of varnish and mitigate the problem?
Varnish potential, or the measure of a lubricant’s tendency to form varnish deposits, cannot accurately be measured using standard oil analysis tests. The specific lubricant degradation byproducts associated with varnish formation elude measurement through isolated tests, such as viscosity, acid number, spectroscopy and particle count.
A Varnish Potential Analysis is used to signal the likelihood that lube oil varnish will develop. This analysis combines multiple testing technologies to measure a lubricating oil’s propensity to generate varnish deposits.
While a Varnish Potential Analysis will signal the potential of varnish to occur, it will not necessarily indicate an actual varnish problem. Rather, it combines multiple testing technologies to measure a lubricating oil’s propensity to create varnish deposits. This analysis combines the results of the following individual tests to provide a complete picture.
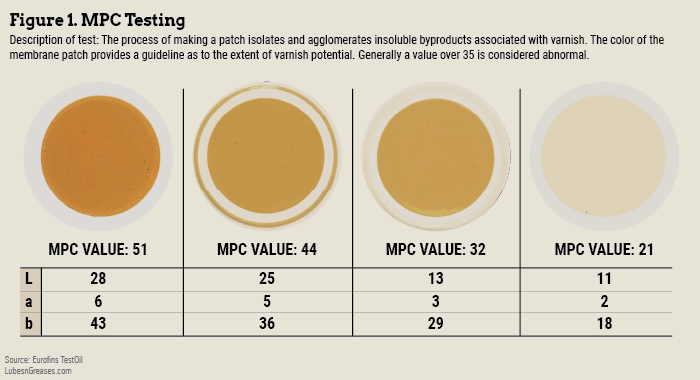
Membrane Patch Colorimetry (MPC) (ASTM D7843): This is an excellent tool for determining the varnish potential of an oil. It is a laboratory method of extracting the insoluble contaminants from a used oil sample onto a patch, followed by spectral analysis of the contaminated patch. The MPC test procedure includes periods of sample heating and incubation under standardized conditions. The process of making a patch isolates and agglomerates insoluble byproducts associated with varnish. The color of the membrane patch provides a guideline as to the extent of varnish potential. With MPC, a direct correlation is made from the color using the CIELAB scale, and intensity of the insolubles to oil degradation. The test is designed to identify soft contaminants directly associated with oil degradation. Original equipment manufacturer guidance should be consulted for acceptable MPC values for in-service oils. A good rule of thumb is that MPC delta E < 23 is normal, 23-33 is marginal, and > 33 is critical.
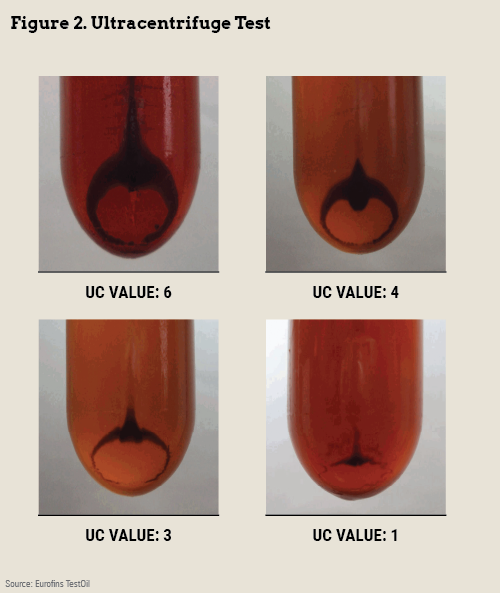
Ultracentrifuge Test: A small amount of oil in a test tube is run for 30 minutes at 17,000 RPM in an ultracentrifuge. By subjecting the sample to significant G-forces, oil-degraded insoluble contaminants can be extracted that are associated with varnish potential. Insolubles tend to have a higher density and will drop out during testing. The amount of the agglomerated material is compared to a rating scale to derive the UC Value (1-8). This test is considered an excellent indicator of varnish potential. A UC value of 3 or higher generally indicates a high-risk potential for deposit formation. For ratings of 5 and higher, the lab can extract the insoluble material for Fourier Transform Infrared (FTIR) analysis to identify the source of the insolubles.
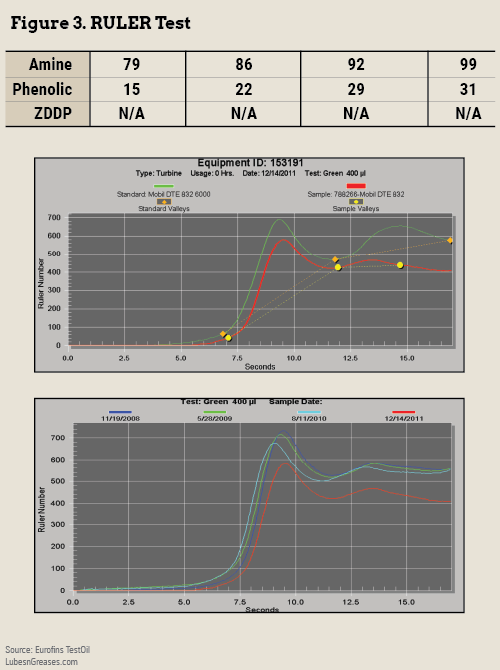
Remaining Useful Life Evaluation Routine (RULER). The RULER test uses Linear Sweep Voltammetry to measure hindered phenolic and aromatic amine antioxidant content. The RULER quantitatively analyzes the relative concentrations of antioxidants in new and used oils to monitor the depletion rates of the antioxidant protection package in the oil. Hindered phenols and aromatic amines are primary antioxidants used in many industrial oils and turbine oil applications. By measuring the depletion and available reactivity of these antioxidant compounds while conducting other routine performance tests, the service life of used lubricants can be effectively monitored. In higher-temperature applications, the phenol concentration in the system containing hindered phenols and aromatic amines should be measured. It is recommended that the lubricant be monitored carefully once 35% of the aromatic amine remains. At 25% remaining aromatic amines, the oil must be assessed for continued use or re-additization.
Particle Count: Particle contamination can be tested using several different methods. However, the combination of optical and pore blockage particle counting technologies offers some specific advantages. Optical particle count passes the oil through a beam of light. This method will count soft particles (varnish, water and air bubbles). Pore blockage particle counters pass the oil through a calibrated mesh screen that captures only hard particulates (dirt and metal). In certain cases, the particle count test results can be used as an indicator of varnish potential. A similar result between the two technologies can indicate the primary contamination as hard particles. A higher result from the optical particle count suggests the presence of a soft contaminant, such as sludge, water or other oil-insoluble contaminants, which would suggest that varnish is present.
Acid Number: A significant increase in the acid number could be indicative of rising carboxylic acids associated with an oxidation condition. Monitoring the acid number will alert the lab to an increasing risk of oxidation. A rapidly rising acid number indicates antioxidant depletion.
Karl Fischer Water: This test quantifies the amount of water in the lubricant. A reagent is titrated into a measured amount of sample and reacts with the OH (hydroxide) molecules present in the sample. Results are reported as either percent water or ppm (1% =10,000 ppm). Increased water concentrations indicate possible condensation, coolant leaks or process leaks around the seals.
Fourier Transform Infrared Analysis (FTIR): The FTIR turbine method is used only for turbine oils for which the testing lab has a reference. FTIR covers the monitoring of base stock degradation, oxidation and additive depletion in machine lubricants, hydraulic fluids and other fluid types. This test is based on trending of different parameters in various oils and fluids. For the turbine oil method, Thermal Event Acid and Acid Oxidation are indicators of lubricant degradation. Ester, Aromatic Additive and Base Oil Aromatic provide formulation information and should correlate with new oil data. Amine antioxidants and Phenolic antioxidants are oxidation inhibitors with data expressed in indexing numbers.
Fighting Back Against Varnish
Varnish Potential Analysis should be considered a mandatory tool for any lube system prone to varnish. By controlling factors that influence or promote lubricant degradation, machine reliability and availability increase. By monitoring the contaminants responsible for varnish, reliability managers and maintenance planners can implement appropriate corrective actions before costly damage occurs.
An important concern at power plants is varnish. This means the oil analysis lab needs to assure these customers that the necessary tests that can alert to a potential varnish problem are being performed. A trustworthy oil analysis lab will provide unbiased advice on which tests are required and under what circumstances. Varnish is a problem, but it doesn’t have to be.
Michael Barrett is vice president of sales and marketing for Eurofins TestOil.