
Editor’s Note: The terms metalworking fluid and metal removal fluid are used synonymously throughout this story.
Metalworking fluids play an important role in achieving the desired surface finish of metal workpieces, but “at some point, there are going to be some problems. Things aren’t going to work as well as they should,” Patrick Brutto of Faith-Full MWF Consulting said in a webinar hosted by the Society of Tribologists and Lubrication Engineers in March.
Because things inevitably go wrong from time to time, fluid formulators and end users alike are tasked with troubleshooting issues with surface finish. While the metalworking fluid often gets blamed for problems, “very often it’s not the fault of the fluid,” Brutto said. “There are other things; it could be the way the machining operation is being done.”
Brutto listed factors that may cause issues with surface finish, as well as possible solutions for those problems. “The remedies that I’m suggesting are not going to solve every problem,” he said, “but they are things to think about.”
Problems and Solutions
One reason for inadequate surface finish could be that the metalworking fluid formulation is inadequate for the application. As the name suggests, water-dilutable metalworking fluids must be diluted with water before use. “Fluid formulators will make a concentrate and then sell that to whoever is going to use the fluid,” Brutto said. “Then the end user will take that fluid and dilute it as specified by the fluid supplier—typically 5%-10% concentrate to 90%-95% water.”
Because end users are generally responsible for diluting the fluid, it is important to ensure that the fluids are being diluted in the correct proportions. “The best fluid is not going to work properly if it’s not being diluted the way the fluid manufacturer is recommending,” Brutto said. “It is surprising how much the dilution concentration can vary if the end user is not monitoring it. It’s so simple to monitor concentration and yet inadequate monitoring is one of the main reasons these systems do not perform consistently.”
The types and amounts of additives in a formulation are also vital to good surface finish. “Let’s say there are corrosion issues affecting the workpiece,” Brutto said. “Why is that? It could be that the formulation doesn’t have enough corrosion-inhibiting additives to help prevent corrosion or staining on a particular alloy.”
How can this problem be solved? Brutto suggested adding higher molecular weight petroleum sulfonates or synthetic sulfonates in emulsion systems, as they tend to provide better iron and steel corrosion control than those with lower molecular weights.
Introducing triazoles to the system may also alleviate corrosion and staining of copper alloys. “That’s a very effective metal deactivator,” Brutto said. For aluminum alloys, phosphate esters can often reduce staining.
Additives affect not only corrosion and staining of workpieces, but also lubrication. “You may be using one of the classic chlorinated, sulfurized or phosphorous-based additives,” Brutto said, “but it could be that they’re not being activated sufficiently due to different activation temperatures.”
For instance, sulfurized additives are activated at higher temperatures. To achieve these high temperatures, it is important to evaluate whether the machining process is severe enough. Other variables may need to be adjusted as well. “You may actually have to increase the severity, for example the cutting speed, to activate these materials,” Brutto said.
The addition of non-extreme pressure additives, like fatty acids and esters, may also help to bridge the lubricity gap.
Surface finish can be adversely affected when the chemistry of the metalworking fluid has been degraded by microorganisms. “Microbes generally are not helpful to metalworking fluids,” Brutto said. “If the bacteria in the system are above 100,000 colony forming units per milliliter and/or the fungi are above 1,000 CFU/mL—especially if it’s been going on for several weeks—some of the fluid components will have been degraded.”
One solution for this is to dump the fluid, clean the system thoroughly and replace with fresh fluid. However, “choosing to dump the system should be a decision between the fluid supplier and the end user,” Brutto said. “I’m not saying absolutely dump the fluid, but the system has probably been compromised to some extent, and there’s some action that’s needed or it is going to get to the point of no return.”
Sometimes the health of the fluid can be recovered without dumping the whole system. To do so might require partly dumping the system and refilling with freshly diluted fluid and/or adding a tank-side biocide. But many end users try to avoid adding tank-side biocides if they can. “If you’ve made too many tank-side additions,” Brutto said, “you may have that biocide accumulating to a level where it could create health, safety and even corrosion issues.”
Additionally, Brutto emphasized the importance of end users consulting with the fluid manufacturer to ensure that the tank-side biocide is compatible with the fluid and that the correct dosage is being used.
In any case, “monitoring is the key thing,” Brutto said. “You don’t want to get to the point where you have to start looking at dumping the system or even adding a tank-side biocide. Monitor, monitor, monitor.”
If the fluid is being adequately monitored and maintained but microorganism growth persists, the formulation may need to be modified. “If all other things have been looked at and this fluid is just dying rapidly no matter how well you maintain it, then it could be it’s just not the right fluid,” Brutto said. “A different biocide may be needed, or a reduction of the bio-supportive ingredients could be necessary. You may also consider including more bio-resistant additives in the formulation, like certain amines, branched organic acids and synthetic esters.”
Because water-dilutable metalworking fluids require water, poor water quality may also affect surface finish. “Water is by far the biggest component in a water-diluted metalworking fluid at the end use,” Brutto said. “If the water quality is really bad, it’s not going to have a good effect on the performance or longevity of that fluid.”
What’s more, water quality can vary tremendously, Brutto said. “It can introduce microorganisms, for example, and probably very often will.”
Fluid suppliers generally have little to no control over the quality of the water that is used to dilute their fluids, but “you’ve got to work with what the end users have available,” Brutto said. “You’ve got to also understand that representative water needs to be used in your testing when you’re developing that fluid or trying to understand if the fluid is suitable for a given application and customer. What if the chloride content of the dilution water is above 50 parts per million, the sulfate is above 100 ppm, the conductivity is consistently above 500 microsiemens per centimeter, and/or the microbial concentration is high? You need to know how your fluid is going to perform with that water.”
One way to sidestep poor water quality is to pretreat the water. “If pretreatment can be done, it should be,” Brutto said. Pretreatment can include water softening, deionization, reverse osmosis or a combination of those things. Water softening removes only divalent cations, while deionization and reverse osmosis remove mono- and divalent cations as well as corrosive anions. Reverse osmosis can also remove some microbial contaminants.
However, the use of top-quality water does have one downside. “If the water has low total concentrations of divalent cations—say less than 50 ppm—you may have more foaming issues,” Brutto said. “That’s one reason for trying to understand how your fluid is going to perform with the water that’s available” to the end user.
Surface finish can be negatively affected if multiple metals are being machined using the same fluid. The mixing of dissimilar metals can cause what is known as bimetallic or galvanic corrosion on workpiece, tool and machine surfaces. “That is contact between metals having different electrochemical potentials,” Brutto said. “All that means is if you stick two or more dissimilar metals together in a wet environment, electrons are going to flow, causing corrosion of the metals, which are losing electrons.”
In situations in which the end user wants to machine several different types of metals using the same fluid, “increasing the fluid concentration possibly could help,” Brutto said.
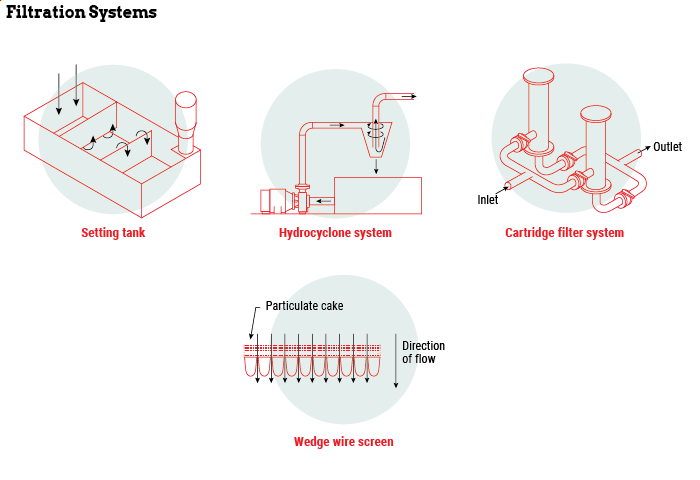
“If you’re getting bad surface finish in that situation, maybe the filtration system is not properly sized for what it’s being asked to do,” he said. “Maybe it’s dirty and needs to be cleaned. It could be a lot of things.”
Brutto added, “It’s also important to understand other factors that may have nothing to do with the metalworking fluid but could have a big impact on fluid performance.” One of those factors is tool choice.
Metalworking fluid manufacturers may not always be primarily concerned with tool choice because it is outside of their control. However, Brutto explained that “the tool type and the geometry that’s being used need to be properly selected. If you’re a fluid supplier, you may not know much about tools. This is where communicating with knowledgeable machine operators and tool suppliers is important. Maybe there is a better tool for that operation, because the best fluid may fail if the wrong tool is being used.”
|
“Higher speeds and feeds may be needed to activate certain extreme pressure additives to maximize lubrication.”
— Pat Brutto, Faith-Full MWF Consulting
|
Much like tool choice, machining variables may not be top of mind for a lot of fluid suppliers. However, in diagnosing potential issues with metalworking fluids, it may behoove the fluid field representative to ask questions about feed rate, speed, depth of cut and other factors to determine whether the fluid is malfunctioning or if the machining variables have not been optimized to meet surface finish requirements.
“Higher speeds and feeds may be needed to activate certain extreme pressure additives to maximize lubrication,” Brutto said. “In some cases, that may help to correct the issue.”
Another solution could be to ensure that the fluid is being applied to the proper location at the tool-workpiece interface. “Depending on whether you’re trying to maximize lubrication or maximize cooling,” Brutto said, “the place where that fluid is being directed and also the recirculation speed and so forth are factors as well.”
Lastly, it is important to ensure that the fluid has not been contaminated by other fluids in the system. Hydraulic fluids, slideway lubricants, spindle oils and cleaners can leak into the metalworking fluid. “This is obviously something that can have an impact,” Brutto said.
“If you’re getting contamination or suspect contamination, this is something you need to really look at,” he said. “You need to figure out how to stop it. If you can’t stop it, how can you minimize it? Maybe you need to actually dump the system because you just can’t get that stuff out. Once it’s in there, there’s no easy way of removing it.”
Sydney Moore is managing editor of Lubes’n’Greases magazine. Contact her at Sydney@LubesnGreases.com