
Once environmentally acceptable lubricant qualification became a major industrial lubricant market trend—thanks to the United States Environmental Protection Agency’s rules for marine vessels—it was only a matter of time before metalworking fluid end users began to require their suppliers to develop environmentally acceptable, water-miscible fluids. Although still in its early stages, the move toward environmentally acceptable MWF formulations is likely to gain momentum over the next decade.
Although there is no requirement for MWF compounders to formulate EAL-compliant products, doing so is in line with long-term trends toward development of less toxic fluids.
According to Kline & Co., the 2017 global market for MWFs was 2.5 million tons. Water-miscible MWFs account for an estimated 50% of the total demand.
Combined, metal-removal fluids and metal-forming fluids represent approximately 80% of that market. Both forming and removal fluids are used at dilutions of 3% to 10% by volume in water. Assuming a median end-use concentration of 5% and a turnover rate of at least once per year, an estimated 6.7 billion gallons of water are used to dilute MWFs for end-use annually.
Although historically water was simply discharged after separation from emulsifiable oil, MWF wastewater is now treated to ensure it meets local water quality regulations before it is discharged into the environment. Many of the properties that make metalworking fluids EAL-compliant also facilitate wastewater treatment.
Since their first use in the early 20th century, water-miscible fluids have represented an increasing share of the total MWF market, as water has much better cooling properties than oil. As machine feeds and speeds increase, so does the importance of cooling.
However, water is neither a good lubricant nor corrosion inhibitor. Consequently, except for synthetics, all water-miscible MWFs contain oil and functional additives. Lubricity additives enhance the base oil’s inherent lubricating properties. Other additive categories include pH buffers, corrosion inhibitors, coupling agents, foam inhibitors and microbicides.
Net MWF and water turnover rates can range from less than 1% per day to 15% per day. Regardless of the turnover rate, every MWF has a finite performance life. When a system is drained, the fluid must be treated as hazardous waste. EAL-compliant fluids are generally easier to process than traditional formulations.
Environmental Acceptability
The criteria for EAL qualification include biodegradability, aquatic toxicity and bioaccumulation. Plant-based oils are more likely to meet limits in these areas than mineral oils.
Given that base oils comprise 30% to 70% of a given emulsifiable oil or semi-synthetic MWF formulation, replacing naphthenic and paraffinic oils with greener alternatives is a major step toward making EAL-compliant products.
Researchers have been studying the properties of triglycerides (vegetable oils) as base stocks in order to transition from commercial MWFs to an environmentally acceptable alternative. In the January 2012 issue of the International Journal of Machine Tools and Manufacture, researchers at the University of Malaysia reported that in many cases, the performance of MWFs formulated from vegetable oils compared favorably against those formulated from mineral oils.
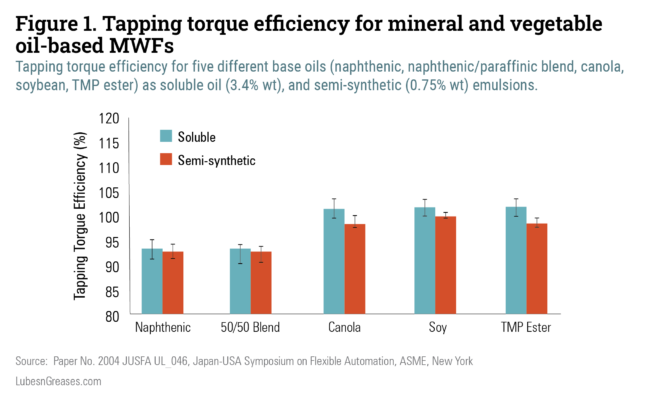
For example, research reported in a paper submitted to the American Society of Chemical Engineers’ 2004 Japan-USA Symposium on Flexible Automation used a tapping torque test to compare five base stocks: a water-miscible naphthenic oil, a 50-50 blend of naphthenic-paraffinic oils, an oleic canola oil, a soybean oil and a biobased synthetic trimethylolpropane ester. The results (Figure 1) showed that the biobased, water-miscible MWFs had better tapping torque efficiencies than the petroleum-based fluids.
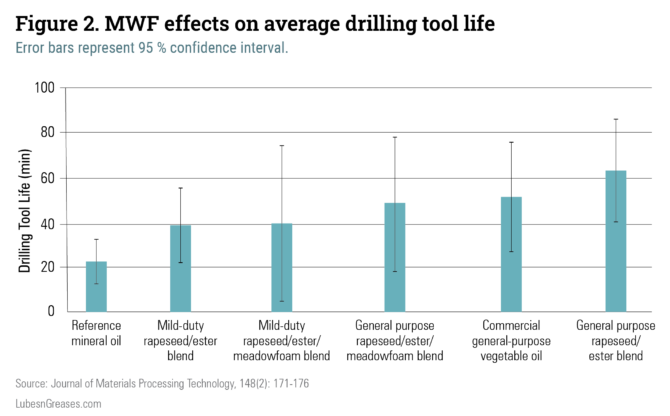
Similarly, researchers at the University of Denmark compared five vegetable-based cutting fluids to commercial mineral-based cutting fluids, using AISI 316L stainless steel plates. In the study, described in the May 2004 issue of the Journal of Materials Processing Technology, the vegetable-based cutting fluids provided longer tool life, better chip breaking and lower wear and cutting forces when applied to a drilling process.
Notably, tool life with a rapeseed oil and ester oil blend was 177% longer than with the reference mineral oil (Figure 2, Page 32). Moreover, the average thrust force with the rapeseed-ester blend was 7% less than with mineral oil, and chip tangling was also reduced substantially.
A study described in the January 2018 Journal of Cleaner Production found that coconut oil with 0.5% molybdenum sulfide nanoparticles resulted in improved machining performance relative to a conventional MWF, when applied at a cutting speed of 40 meters per minute and feed rate of 0.14 millimeters per revolution.
Despite their excellent short-term performance, vegetable oils have historically suffered from low thermal and oxidative stability, high freezing point and poor corrosion protection properties. Recent work has explored progress in vegetable oil oxidative stability.
Researchers at the University of Agricultural Sciences and Natural Resources in Gorgan, Iran, demonstrated that natural antioxidants such as those extracted from olive or tea plants can be substituted for synthetic additives, reducing the finished product’s toxicity. Although the study, published in the 2013 Journal of Food Science and Technology, focused on food-grade lubricants, its premise showed potential for similar use of natural antioxidants in water-miscible metalworking fluids.
In 2015, researchers at the Indian Institute of Science formulated a MWF using coconut oil base stock, food-grade emulsifiers polysorbate 85, polysorbate 80 and triethanolamine of 99.98% purity, and several additives made from the essential oils extracted from leaves and stems of neem tree, lemongrass, Indian pennywort and the filtrate of a syrup made from jaggery (non-centrifugal sugar). The materials were mixed in a base stock to emulsifier to additive ratio of 5:4:1.
The formulated MWF had lower tangential and feed forces compared to a commercial mineral oil MWF for turning experiments in almost every trial.
When challenged with several types of bacteria that commonly contaminate MWF, the population densities in the coconut-based MWF and the control oil were comparable. The vegetable oil formulation was neither more nor less able to support bacterial growth than was the mineral oil formulation.
While studies have shown encouraging performance test data, performance in actual metalworking facilities has yet to be evaluated broadly. While current research has shown promise for vegetable oils as an alternative base stock, more rigorous field evaluations are still needed.
Another sustainable alternative to mineral oil is fatty acid methyl esters derived from vegetable oils modified using transesterification with an alcohol such as methanol or ethanol. Esterification to convert vegetable oils to FAMEs improves their performance properties.
Researchers at the Malnad College of Engineering in India compared the performance of epoxidized methyl ester, epoxidized oil and raw oil from the pongam tree and from the jatropha plant with mineral oil for turning and drilling AA 6061-T6 aluminum alloy under minimum quantity lubrication conditions. Epoxidized vegetable oils are plasticizers produced by esterification with polyols.
At 1.5 mm cut depth and 221 m/min turning operation cutting speeds, the cutting power for mineral oil and raw pongam oil were 1.6 kilowatts and 0.72 kW, respectively. For both jatropha and pongam, the epoxidized oils performed better than the raw oils.
Although the performance gap between vegetable and petroleum oil base stocks is becoming less of a factor, the former remains more expensive. Adoption of vegetable oil base stocks for water-miscible MWF will likely be limited to applications and end-user sites at which EAL-compliance is more important than cost.
Environmentally Acceptable Functional Additives
Fatty acid methyl esters are expensive as base stocks but are more cost competitive when used as lubricity additives.
Similar to research on unmodified vegetable oil base stocks, preliminary research into FAMEs proves that they are effective lubricity additives. To date, most research has been on FAME use in motor oils and fuels. The chemistries are reported to have excellent lubricity properties but suffer from oxidative stability and low-temperature operability issues. The latter characteristic is unlikely to affect FAME use in MWFs, but oxidative stability must be improved before their use becomes widespread.
Emulsifiers are used to ensure that oil- and water-soluble components of emulsifiable oil and semisynthetic metalworking fluids do not separate.
Researchers from the Egyptian Petroleum Research Institute produced glycolyzed polyurethane (GPU) from waste polyurethane, then used linoleic and oleic acids, as well as acids obtained from castor, coconut and rapeseed oil hydrolysis to esterify the glycolyzed polyurethane and produce five different esters.
Five MWF formulations were prepared by blending 2 milliliters of one of the synthetic emulsifiers with 90 mL of distilled water, 5 mL of oil (rapeseed, coconut or castor) and 1 gram of Tween-40 (polyoxyethylenesorbitan monopalmitate) as a co-surfactant.
Each of the 15 mixtures was blended at 5,000 rpm for 15 minutes at 25 degrees Celsius, then allowed to sit at 25˚C for 14 days. At 14 days, the emulsion stability of both castor and rapeseed oil based formulations containing rapeseed, coconut, castor or oleic GPU esters were 97% stable. Coconut oil formulations and all formulations blended with linoleic GPU ester were substantially less stable.
The researchers also evaluated copper corrosion inhibition by ASTM D655 test method. After one day and eight days, corrosion ratings in GPU ester-free formulations were 5 and 2, respectively. (ASTM D655 scores range from 10—no surface corrosion—to 0, or 100% surface corrosion.) The one-day score for all fluids formulated with a GPU ester was 10. By the eighth day, scores for the GPU-containing fluids were 8 or 9.
The researchers did not evaluate ferrous metal corrosion inhibition or MWF performance. Still, their research demonstrated a potential use for polyurethane waste and plant-based materials to produce effective synthetic emulsifiers.
Several specialty chemical manufacturers that produce products for the lubrication sector have developed chemistries purported to be EAL-compliant. For example, a growing number of amines are being promoted as low-toxicity, environmentally benign pH control additives and corrosion inhibitors. Hopefully, lubricant marketer claims will soon be supported with data appearing in peer-reviewed journals.
Although progress has been made and opportunities for further development exist, pricing and performance are likely to dictate the rate at which EAL-compliant MWF market share grows.
Frederick J. Passman, Ph.D., is president of Biodeterioration Control Associates Inc. He has been working as a microbial ecologist for 50 years and studying MWF microbiology since 1982. Contact him at fredp@biodeterioration-control.com.
Raj Shah, Ph.D., is a director at Koehler Instrument Co. and an elected fellow of STLE, IChemE and the Energy Institute. Contact him at rshah@koehlerinstrument.com.
Issac Kim is a chemical engineering student at SUNY Stony Brook and a technical services intern at Koehler Instrument Co.